

Ruhrpumpen’s Fire Campus
This article outlines the key requirements for annual flow testing of fire pump systems and associated components. It highlights the procedures for both constant-speed and variable-speed fire pumps, as well as the inspection and testing of water mist systems, valves, and supporting equipment.
Let’s dive into the general NFPA requirements:
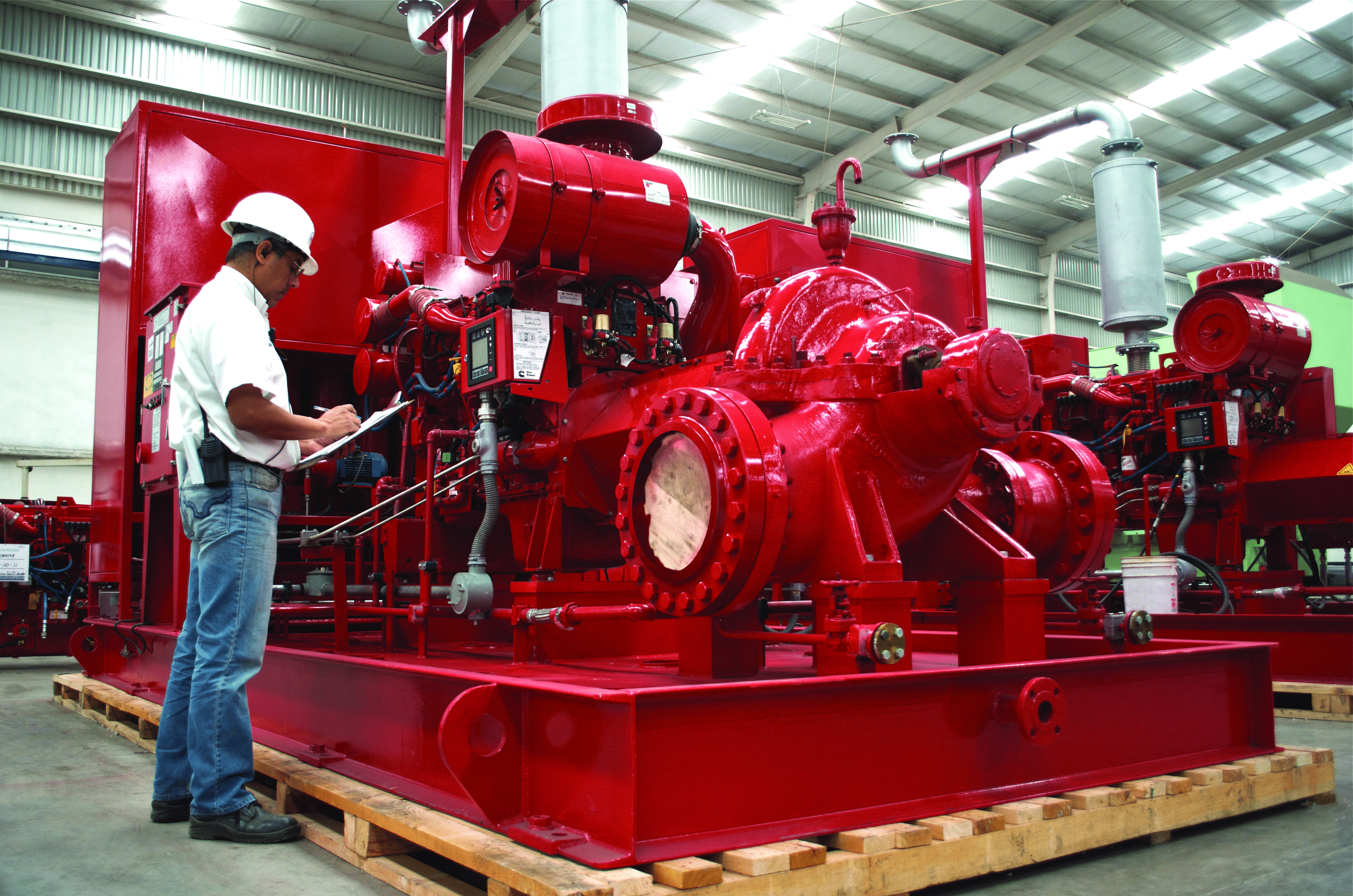
1. Each constant speed fire pump assembly must undergo an annual test by qualified personnel. This test covers:
- No-flow (churn) condition,
- Rated flow,
- 150% of the pump’s rated capacity flow,
- All tests must be conducted by controlling the quantity of discharged water through approved test devices
2. For variable-speed fire pump assemblies, similar annual testing covers multiple operating points (0%, 25%, 50%, 75%, 100%, 125%, and 150% of rated flow).
3. Testing arrangements must cycle between two acceptable arrangements every three years.
Water Mist Systems & Components
- Control equipment for water mist systems must be tested annually in accordance with NFPA 72.
- Annual operational testing of initiating devices for detection is also required, following NFPA 72.
- Interlocks associated with fuel or lubrication systems must be verified annually, if required.
- Water recirculation tanks require annual testing of float-operated valves and backflow prevention devices per the manufacturer’s instructions.
- The water supply source must be tested annually to verify pressure, flow, quantity, and duration.
System Valves and Accessories
Automatic air pressure maintenance devices shall be tested yearly, typically at the time of the annual preaction valve trip test and in accordance with the manufacturer’s instructions.
General Guidance
The annual tests are to be conducted by qualified personnel using manufacturer’s instructions and performance criteria as specified in NFPA 25.
For a complete overview of requirements and testing methods, NFPA 25 Chapter 8 (fire pumps), Chapter 12 (water mist systems), and Chapter 13 (common components/valves) offer step-by-step details on the annual testing procedures.
Regular annual testing is essential to ensure that fire protection systems operate as intended under emergency conditions. By adhering to NFPA 25 requirements and following manufacturer guidelines, facilities can maintain optimal system performance and reliability.
These tests also help identify wear, degradation, or hidden issues before they lead to system failure. Consistent inspection and verification not only support regulatory compliance but also play a critical role in protecting personnel, assets, and operations. Ultimately, a well-maintained and properly tested system provides confidence that it will perform effectively when it is needed most.

Ruhrpumpen’s Spotlight
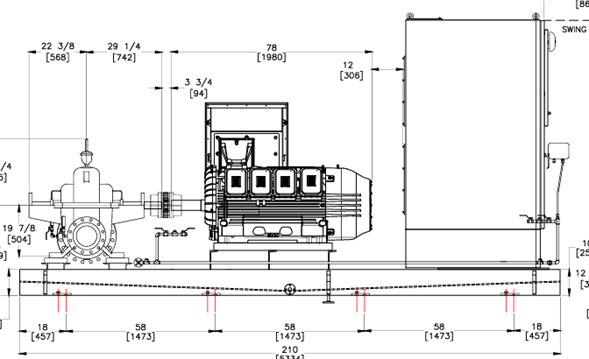
This project consists of an ETL-listed pre-engineered fire protection package designed to deliver a rated capacity of 1,000 GPM at approximately 100 psi, supplied as a complete pump house system integrating an electric motor–driven fire pump, a diesel engine–driven fire pump, and a jockey pump. The packaged system is designed for a maximum working pressure of 250 psi and includes common power distribution at 480 VAC / 60 Hz, with structural welding performed in accordance with AWS D1.1 standards. The prefabricated pump house package measures approximately 370 in. in length, 116 in. in width, and 120 in. in height, providing a compact and fully integrated fire protection solution.
The electric fire pump is based on a BB1 horizontal split-case pump (HSD 8×6×9) designed according to Hydraulic Institute standards and constructed with duplex materials and a Nitronic 50 shaft to provide enhanced corrosion resistance and mechanical reliability. The pump is rated for 1,000 GPM at 100 psi and includes 150# RF suction and discharge flanges, grease-lubricated bearings, standard packing with an internal recirculation seal plan, and NFPA 20–compliant accessories such as pressure gauges, air release valves, and a pressure relief valve. The unit is driven by a UL-listed 100 HP electric motor operating at 3600 RPM, 480 V, 3-phase, TEFC enclosure, and coupled through a flexible UL-listed coupling mounted on a steel baseplate.
The diesel fire pump system utilizes a ZW 8×5×12 horizontal split-case pump (BB1 type) constructed with duplex casing and impeller materials, Nitronic 50 shafting, and 300# RF flanged connections. The pump operates at the same 1,000 GPM capacity with approximately 100 psi discharge pressure, and incorporates grease-lubricated bearing housings, packing seals with recirculation flush plan, hose valve header connections, and UL/FM-approved accessories including a main relief valve, air release and vacuum breaker valve, waste cone, and FM-approved flow meter. The pump is driven by a UL/FM-approved diesel engine rated at 130 HP at 2350 RPM, configured with tropicalization protection, flexible exhaust, cooling loop, jacket water heater, and a UL-142 listed double-wall diesel fuel tank with leak detection and associated accessories to meet fire protection and operational requirements in elevated temperature and altitude conditions.

Complementing the fire pump systems, the package includes a vertical inline jockey pump (CR series) rated at approximately 25 GPM at 147 psi, driven by a 3.7 kW electric motor at 3450 RPM, 460 V, 3-phase, used to maintain system pressure and minimize unnecessary fire pump starts. Control and operation of the system are managed through UL/FM-approved Tornatech fire pump controllers housed in NEMA 4X stainless steel enclosures, designed for high ambient temperatures and corrosive environments, and equipped with NFPA 20–compliant alarms, monitoring, and anti-condensation protection.
The system also includes certified instrumentation, pressure and compound gauges with Monel internals, corrosion-resistant coatings rated for C5 environments, and comprehensive testing such as hydraulic performance testing, hydrostatic testing, and rotor balancing to ensure long-term reliability and compliance with fire protection standards.

Are you looking for Fire Pumps and Systems to cover your pumping needs? Let Ruhrpumpen help solve your pumping demands.
Contact us now by clicking here.
Ruhrpumpen’s Fire Campus
NFPA 20, Standard for the Installation of Stationary Fire Pumps for Fire Protection, establishes the minimum requirements for the selection, installation, and performance of fire pump systems. When electric motors are used to drive fire pumps, NFPA 20 places strict emphasis on reliability, electrical safety, and continuity of operation during fire conditions. While NFPA 20 does not define motor voltage classes such as “medium voltage” or “high voltage,” it references voltage thresholds and defers many electrical installation requirements to NFPA 70 (NEC).
NFPA 20 permits electric motors as prime movers for fire pumps provided they are specifically listed and approved for fire pump service. The standard requires that electric motor–driven fire pumps be supplied by a reliable power source and that the electrical system be designed to minimize the possibility of interruption during a fire event. The voltage rating of the motor directly influences how the electrical supply and protection systems are designed and installed.
In practice, medium-voltage fire pump motors typically operate above 1,000 V AC and are used where pump horsepower requirements exceed the practical limits of low-voltage motors. NFPA 20 allows the use of medium-voltage motors provided the entire electrical system—including controllers, feeders, disconnecting means, and overcurrent protection—is suitable for the voltage and arranged to ensure reliable starting and operation.
NFPA 20 requires that fire pump controllers be listed for the voltage and horsepower of the motor. For medium-voltage systems, this often results in the use of reduced-voltage or across-the-line medium-voltage controllers specifically designed and listed for fire pump duty.
NFPA 20 recognizes that electric fire pump motors may be supplied from systems exceeding 1,000 V AC, but it does not provide detailed electrical installation rules for these voltages. Instead, NFPA 20 explicitly relies on NFPA 70 (NEC) for conductor sizing, insulation requirements, grounding, clearances, and disconnecting means for over-1,000-volt systems.
The intent of NFPA 20 is that high-voltage fire pump installations achieve the same or higher level of reliability as low-voltage systems, while maintaining adequate protection against fire, electrical faults, and mechanical failure.
Let us know if this information was useful for your engineering operation!

Ruhrpumpen's Spotlight
ETL-Listed fire protection system, designed in accordance with NFPA 20, integrating an electric main fire pump, a diesel main fire pump, and a jockey pump. The HSC 8×14×21E BB1-type main fire pumps are UL Listed and FM Approved, featuring a ductile iron casing, 316 stainless steel impeller, 316 stainless steel casing wear ring, and an AISI 4140 steel shaft, ensuring high mechanical reliability.
150-lb RF suction and discharge flanges, threaded drains and vents, UL/FM-listed instrumentation, and automatic air release valves are provided, fully complying with NFPA 20 requirements.
The electric drive consists of a 350 HP motor @ 1800 rpm, 4160 V, 60 Hz, three-phase, with a 1.15 service factor, Class F insulation, and Class B temperature rise. The assembly is coupled through a flexible coupling with OSHA-compliant guard and is supplied with a UL/FM-listed NEMA 4X fire pump controller, tropicalized and suitable for corrosive environments.

The diesel system incorporates a Clarke engine rated 376 HP @ 1760 rpm (Tier 3), equipped with a freshwater cooling system, residential-grade exhaust with muffler, 12 VDC electrical system, batteries, UL-listed driveshaft with guard, and a structural base. Fuel supply is provided by a UL-142 double-wall diesel tank, 250 gallons, with emergency venting and leak detection.
The vertical multistage jockey pump, designed to maintain system pressure, delivers 20 GPM @ 160 psi and is equipped with a mechanical seal, 1.5 HP TEFC electric motor, UL-Listed control panel with NEMA 4X enclosure, and dedicated instrumentation, ensuring controlled starts and overall system stability.
When every second counts, reliability isn’t optional—it’s engineered. Our 2000 GPM @ 150 psig pre‑engineered fire pump system delivers uncompromising performance through ETL‑listed integration, premium UL/FM‑approved components, and full NFPA 20 compliance.
With robust electric and diesel configurations, advanced control systems, and precision‑built pumping technology, this solution ensures your facility stays protected under the most demanding conditions. When you choose our fire protection systems, you’re not just meeting industry standards—you’re exceeding them with confidence, efficiency, and long-term peace of mind.
Protect what matters. Choose engineering that never compromises.
Are you looking for Fire Pumps and Systems to cover your pumping needs? Let Ruhrpumpen help solve your pumping demands.
Contact us now by clicking here.
Ruhrpumpen’s Fire Campus
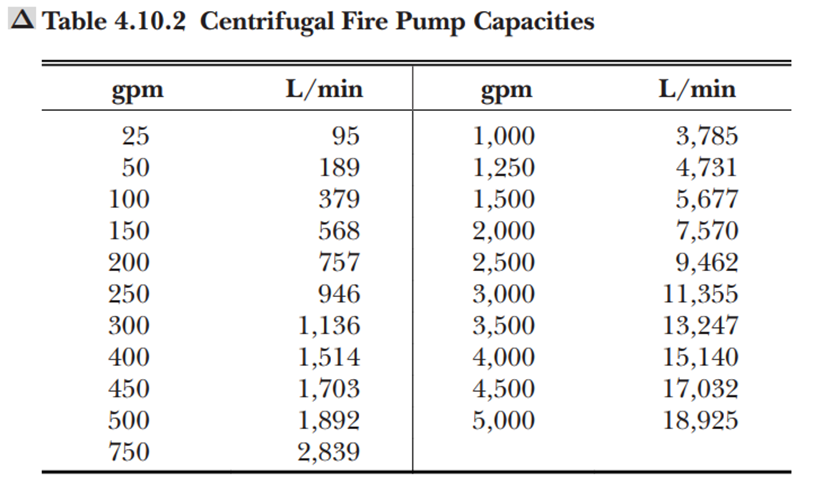
NFPA 20 Section 4.10.1 establishes a fundamental design rule that a centrifugal fire pump must be selected so that the largest single system demand does not exceed 150 percent of the pump’s rated flow. This sizing limitation exists because fire pumps are certified and tested to operate safely up to 150 percent of their rated capacity, but not beyond it. By ensuring that no connected sprinkler, monitor, hydrant, or deluge system requires more water than the pump can deliver at this upper performance limit, designers avoid conditions that would otherwise overload the pump, starve critical fire protection systems, or cause pump overheating, cavitation, or mechanical instability. For example, if the greatest fire demand is 3,000 gpm, the selected pump must be rated at least 2,000 gpm so that its 150 percent rating matches or exceeds that demand.
UL 448, the performance standard for centrifugal fire pumps, directly supports this NFPA requirement by requiring pumps to demonstrate stable, safe operation at 150 percent of their rated flow. During UL certification testing, pumps must provide at least 65 percent of rated pressure at 150 percent of rated flow while avoiding excessive vibration, overheating, or mechanical failure. Additional overload testing ensures the pump shaft, bearings, casing, and driver remain within acceptable temperature and stress limits. UL also requires stability and run-duration tests at 150 percent flow so that the pump can sustain operation at this point long enough to meet the functional needs of a fire event. These requirements confirm that pumps can safely operate at the exact limit NFPA uses as a design constraint.
FM Approval Standard 1311 contains similar performance and endurance requirements. FM requires pumps to deliver both rated flow and 150 percent of rated flow while maintaining a minimum of 65 percent of rated pressure. Pumps must also pass run testing at shutoff, 100 percent, and 150 percent capacities without overheating, exhibiting mechanical distress, or showing signs of hydraulic instability. FM adds long-duration endurance tests to verify the pump can sustain overload conditions without bearing degradation, seal failure, or fatigue cracking. These provisions reinforce the NFPA design rule by proving that approved pumps can reliably operate at the upper end of their certified performance envelope.
Together, NFPA 20, UL 448, and FM 1311 form a consistent framework: NFPA 20 dictates that system designers must limit the maximum required flow to no more than 150 percent of the pump’s rated capacity, while UL 448 and FM 1311 validate that fire pumps are physically capable of safely delivering this performance.
Ruhrpumpen's Spotlight
The supplied fire pump system integrates both horizontal and vertical equipment into a single, comprehensive solution designed to deliver reliable performance in critical industrial applications and high-corrosion marine environments. The main horizontal pumps are model ZW 6×5×12 (F), a BB1-type split-case unit certified UL Listed and FM Approved, offering 1500 GPM and 150 psi operating pressure. They feature a casing made of A216 WCB carbon steel, an A351 CF8M stainless steel impeller, and wear rings in Super Duplex A890 Gr. 1B, ensuring mechanical strength and long-term durability. Each pump is powered by a Clarke JU4H-UF34 diesel engine rated at 115 HP at 3000 RPM, equipped with FM-approved radiator cooling, NFPA 20 alarm and control systems, and redundant batteries for maximum availability.

Complementing these units, the system includes vertical turbine pumps model 20C-600, VS1 type, fully manufactured in Duplex stainless steel to withstand seawater and corrosive conditions. These pumps feature two hydraulic stages, 20-inch bowls, 12-inch flanged column with a total length of 10.58 feet, and Duplex shafts lubricated by product. They are driven by Clarke DS0H-UFAA68 diesel engines rated at 587 HP at 1760 RPM, equipped with FM-approved marine cooling loops, 316 stainless steel silencers and spark arrestors, tropicalized control systems, and 24-V NiCd battery banks. The package also includes reinforced marine gearheads, corrosion-protected drive shafts, and Super Duplex accessories that ensure reliable performance even under harsh marine exposure.
The scope also includes a vertical auxiliary pump model 6A-6 with six stages, entirely built in Duplex, featuring a 4-inch flanged column, a 1-inch shaft, and a 4” 150# RF spool piece. This pump is powered by a 20 HP, 3600 RPM, VHS TEFC IP56 electric motor with Class H insulation, suitable for continuous duty in demanding environments. To maintain system pressure, a multistage jockey pump model WDM/VSE 10-10-100 is included, delivering 62 GPM at 142 psi and driven by a 10 HP, 440-V motor. It is complemented by a UL/FM Cla-Val 55L pressure relief valve to ensure stable operation across the network.

All equipment is controlled by advanced UL/FM-certified controllers. The main pumps are equipped with Tornatech GPD controllers housed in NEMA 4X stainless steel enclosures, featuring NiCd battery chargers, full NFPA 20 alarm packages, Modbus remote monitoring capability, and protection features tailored for marine environments. The jockey pump is managed by a Tornatech JPLT controller with a ViZiTouch interface and protections against phase failure, overload, and unsuccessful starts. The system also includes double-wall UL-142 diesel tanks, certified leak sensors, 316 stainless steel flame arresters, Super Duplex Cla-Val valves and strainers, and Rosemount 2051G instrumentation built with corrosion-resistant alloys. All pumps are supplied on common bases coated with C5-M marine-grade protective paint for maximum durability in severe environments.
The result is an integrated fire pump solution that combines flow, pressure, hydraulic efficiency, and superior corrosion resistance, supported by mission-critical diesel engines and certified controllers. This system provides a robust and reliable platform designed to ensure operational continuity in industrial facilities where fire protection is a strategic priority.
Are you looking for Fire Pumps and Systems to cover your pumping needs? Let Ruhrpumpen help solve your pumping demands.
Contact us now by clicking here.